Suvirinimo aparatas TIG (AC/DC) 200A, 220V (Kodas: WTL3005)
 200A, 220V")
Suvirinimo aparatas TIG (AC/DC) 200A, 220V
Modelis: WSME-200 AC/DC TIG Pulse
Gamintojas: WTL
Artikulas: WTL3005
|
Maitinimo įtampa |
230±15% V |
|
|
Tinklo dažnis |
50/60 Hz |
|
|
Suvirinimo tipas |
TIG |
MMA |
|
Nominali galia |
5,2 kVA |
6,4 kVA |
|
Maksimali pirminė srovė |
35,4 A |
39,5 A |
|
Tuščiosios eigos įtampa |
66 V |
|
|
Suvirinimo srovė Iw DC režime |
5-200 A |
5-170 A |
|
Suvirinimo srovė Iw AC režime |
10-200 A |
10-170 A |
|
Suvirinimo srovės AC dažnis, esant (Iw<50A) |
50-250 Hz |
|
|
Suvirinimo srovės AC dažnis, esant (50A≤Iw<100A) |
50-200 Hz |
|
|
Suvirinimo srovės AC dažnis, esant (100A≤Iw<150A) |
50-150 Hz |
|
|
Suvirinimo srovės AC dažnis, esant (150A≤Iw<200A) |
50-100 Hz |
|
|
Suvirinimo srovės impulsų dažnis |
0,5-200 Hz |
|
|
Suvirinimo srovės АС balansas |
15-50% |
|
|
Dujų prapūtimo laikas pradžioje |
0,1-1,0 sek |
|
|
Kraterio užpildymo laikas |
0-10 sek |
|
|
Dujų prapūtimo laikas pabaigoje |
0,1-10,0 sek |
|
|
Apsaugos klasė |
IP23S |
|
|
Izoliacijos klasė |
F |
|
|
Aušinimas |
oru – priverstinis |
|
|
Išmatavimai |
470х240х380 mm |
|
|
Svoris |
20 kg |
|
Suvirinimo inverteris WSME-200 skirtas visų, be išimties, metalų suvirinimui argoninio TIG suvirinimo režime, esant kintamai AC arba pastoviai DC srovei. Taip pat rankiniam lankiniam suvirinimui MMA, virinant elektrodais tiek esant pastoviai DC srovei, tiek kintamai AC srovei. Idealiai tinka argoniniam TIG aliuminio ir jo lydinių suvirinimui
Kintamos suvirinimo srovės AC dažnį galima reguliuoti ir MMA suvirinimo režime. Rankiniame lankiniam režime MMA galima reguliuoti karštą paleidimą (HOT START), lanko forsažą (ARC FORCE) ir lanko ištempimo ilgį (ARC LENGTH). Visi trys parametrai reguliuojami nuo 0 iki 10 su žingsniu 1, t.y. nuo 0 iki 100% su žingsniu 10%. Kiekvienam elektrodo tipui egzistuoja optimalios šių parametrų reikšmės.
Intuityviai suprantama draugiška vartotojo sąsaja leidžia be ypatingo pasiruošimo, lengvai ir paprastai, pasirinkti visus suvirinimo režimo parametrus ir nustatyti reikalingus parametrus.
Suvirinimo aparato funkcijos WSME-200
ANTISTICKING - sistema, kuri užkerta kelią elektrodo prilipimui. Elektrodas daugiau ne prilimpa ir ne raudonuoja, kaip su tradiciniais aparatais.
HOT START - palengvina lanko uždegimą. HOT START funkcija uždeda srovės impulsą tuo momentu, kai elektrodas liečiasi su ruošiniu ir tuo palengvina lanko uždegimą.
ARC FORCE – stabilaus suvirinimo lanko palaikymas. ARC FORCE funkcija reikalinga tam, kad užkirsti kelią elektrodo “prilipimui” ir padidinti lanko degimo stabilumą – tuo momentu, kai atsiplėšia elektrodinio metalo lašas, srovė automatiškai padidėja iki optimalios reikšmės, kas leidžia išvengti elektrodo prilipimo suvirinimo arba pjovimo metu.
Sistema yra svarbi dirbant su atsakingomis konstrukcijomis ir naudojant elektrodus su baziniu, rūgščiu, ilmenito, rutilo ir celiuliozės padengimu.

1. Suvirinimo srovės tipo pasirinkimas AC/DC (kintama/nuolatinė).
2. Darbo režimo pasirinkimo mygtukas, esant TIG suvirinimui, 2T/4T (dviejų taktų/keturių taktų).
3. GAS kontrolė (įjungia vožtuvą 15 sek prapūtimui ir dujų sunaudojimo nustatymui).
4. Lanko uždegimo būdo pasirinkimas, esant TIG suvirinimui, HF/Lift Arc (nekontaktinis/kontaktinis).
5. Impulsinio suvirinimo režimo įjungimo mygtukas.
6. Suvirinimo parametrų pasirinkimo mygtukas, vartymui į kairę.
7. Suvirinimo srovės dažnio reguliavimo indikatorius.
8. Suvirinimo režimo parametrų nustatymo reguliatoriaus rankenėlė.
9. Suvirinimo parametrų pasirinkimo mygtukas, vartymui į dešinę.
10. Rankinio lankinio suvirinimo MMA įjungimo indikatorius.
11. MMA suvirinimo įjungimo ir parametrų pasirinkimo mygtukas.
12. Lanko ištempimo (ilgio) reguliavimo indikatorius.
13. Hot Start reguliavimo indikatorius.
14. Arc Force reguliavimo indikatorius.
15. Suvirinimo srovės AC balanso reguliavimo indikatorius.
16. Suvirinimo režimo parametrų nustatymo diagrama.
17. Terminės apsaugos suveikimo indikatorius.
18. Aparato įjungimo indikatorius.
19. Daugiafunkcinis ekranas, atvaizduoja įtampą ir kitus suvirinimo parametrus.
20. Skaitmeninis ampermetras AC/DC suvirinimo srovės indikavimui.
Norėdami nustatyti suvirinimo režimo parametrus nuosekliai spauskite mygtukus 6 arba 9 ant valdymo panelės tol, kol užsidegs reikiamas šviesos diodas ant diagramos 16. Po to rankenėle 8 nustatykite reikiamą reikšmę.
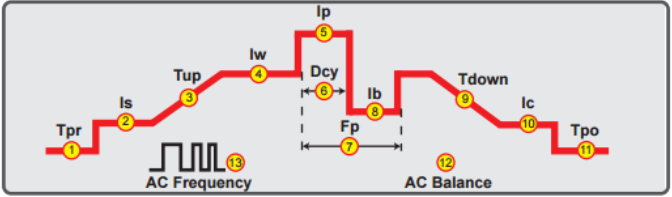
Suvirinimo režimo parametrų nustatymo diagrama
|
1. Tpr- Gas pre-flow time |
|
2. Is- Starting current (only with 4T) |
|
3. Tup- Upslope time |
|
4. Iw- Welding current |
|
5. Ip- Welding current pulse |
|
6. Dcy- Ratio of pulse duration to base current duration |
|
7. Fp- Pulse frequency |
|
8. Ib- Base current |
|
9. Tdown- Down slope time |
|
10. Ic- Crater arc current (only with 4T) |
|
11. Tpo- Gas post-flow time |
|
12. Balance(only with TIG-AC) |
|
13. AC frequency |
TIG argoninio suvirinimo ciklograma 2T režime nepertraukiama srove

|
Iw |
Suvirinimo srovė, suvirinant nepertraukiamame režime |
|
Ib |
Bazinė suvirinimo srovė, reguliuojama tik impulsiniame režime(30…200А) |
|
Ip |
Impulsinė suvirinimo srovė, reguliuojama tik impulsiniame režime(30…200А) |
TIG argoninio suvirinimo ciklograma 2T režime impulsine srove

|
0 |
Paleidimo mygtuko paspaudimo momentas. Paspauskite ir nepaleiskite paleidimo mygtuko, įsijungs elektromagnetinis vožtuvas ir apsauginės dujos pradės tekėti |
|
0…t1 |
Dujų prapūtimo laikas prieš suvirinimą, Tpr (0,1–1,0 sek) |
|
t1 |
Aukšto dažnio osciliatoriaus įjungimo momentas |
|
t1…t2 |
Lanko uždegimas ir srovės didėjimasTup (0 – 10,0 sek) |
|
t2…t3 |
Suvirinimo procesas, viso proceso metu paleidimo mygtukas nuspaustas |
|
t3 |
Atleiskite paleidimo mygtuką. Kraterio užpildymo pradžios momentas |
|
t3…t4 |
Kraterio užpildymo krintančia srove trukmė, laikasTdown (0 – 10,0 sek) |
|
t4 |
Lanko slopinimo momentas, lankas užgesta, tačiau apsauginių dujų padavimas nenutrūksta |
|
t4…t5 |
Apsauginių dujų padavimo laikas po suvirinimo, laikasTpo (0 – 10,0 sek) |
TIG argoninio suvirinimo ciklograma 4T režime
.png)
|
Is |
Paleidimo suvirinimo srovė, reguliuojama tik 4T režime |
|
Iw |
Suvirinimo srovė, suvirinant nepertraukiamame režime |
|
Ip |
Impulsinė suvirinimo srovė, reguliuojama tik impulsiniame režime (30…200A) |
|
Ib |
Bazinė suvirinimo srovė (pauzės srovė), reguliuojama tik impulsiniame režime (30…200A) |
|
Ic |
Kraterio užpildymo srovė, reguliuojama tik 4T režime |
Suvirinimas režime 4Т
|
0 |
Paleidimo mygtuko paspaudimo momentas. Paspauskite ir nepaleiskite paleidimo mygtuko, įsijungs elektromagnetinis vožtuvas ir apsauginės dujos pradės tekėti |
|
0…t1 |
Dujų prapūtimo laikas prieš suvirinimą, Tpr(0,1–1,0 sek) |
|
t1 |
Aukšto dažnio osciliatoriaus įjungimo momentas |
|
t1…t2 |
Lanko uždegimas startine nedidele srove Is, tiksliam degiklio pozicionavimui suvirinimo pradžioje. Mažos srovės lanko degimo laikas nustatomas pagal mygtuko laikymo nuspaustoje būsenoje trukmę |
|
t2 |
Atleiskite mygtuką, suvirinimo srovė pradės didėti nuo paleidimo reikšmės iki nustatytos reikšmės |
|
t2…t3 |
Suvirinimo srovės didėjimo laikas Tup(0 – 10,0 sek) |
|
t3…t4 |
Suvirinimo procesas, viso proceso metu mygtukas atleistas |
|
t4 |
Nuspauskite mygtuką dar kartą ir nepaleiskite jo, suvirinimo srovė Iw pradės mažėti iki kraterio užpildymo srovės reikšmės Ic. |
|
t4…t5 |
Kraterio užpildymo trukmė krintančia srove, laikasTdown (0 – 10,0 sek) |
|
t5…t6 |
Kraterio užpildymo laikas Ic srove, kaip ir startinė srovė, nustatomas pagal mygtuko laikymo nuspaustoje būsenoje trukmę. Kraterio užpildymas Ic srove trunka tol, kol mygtukas nuspaustas |
|
t6 |
Lanko gesinimo momentas, lankas užgesta tuo momentu, kai paleidimo mygtukas yra atleidžiamas, tačiau apsauginių dujų padavimas nenutrūksta |
|
t6…t7 |
Apsauginių dujų padavimo laikas po suvirinimo, laikasTpo (0 – 10,0 sek)
|






























































